Ein schönes und erfolgreiches, aber vor allem friedliches Jahr 2016!
Um gleich zum Thema zu kommen: Ich habe die Weihnachtsferien benutzt, um mehr Erfahrung mit dem 3D-Drucker zu bekommen. Daher habe ich soviel gedruckt wie es ging und versucht die Ausdrucke zu optimieren. Hauptproblem war zum Einen die Haftung des Objekts und zum Anderen das Filament. Das Testobjekt war das Schiffchen, welches ich über das RepRap-Forum gefunden hatte.
Die Haftung
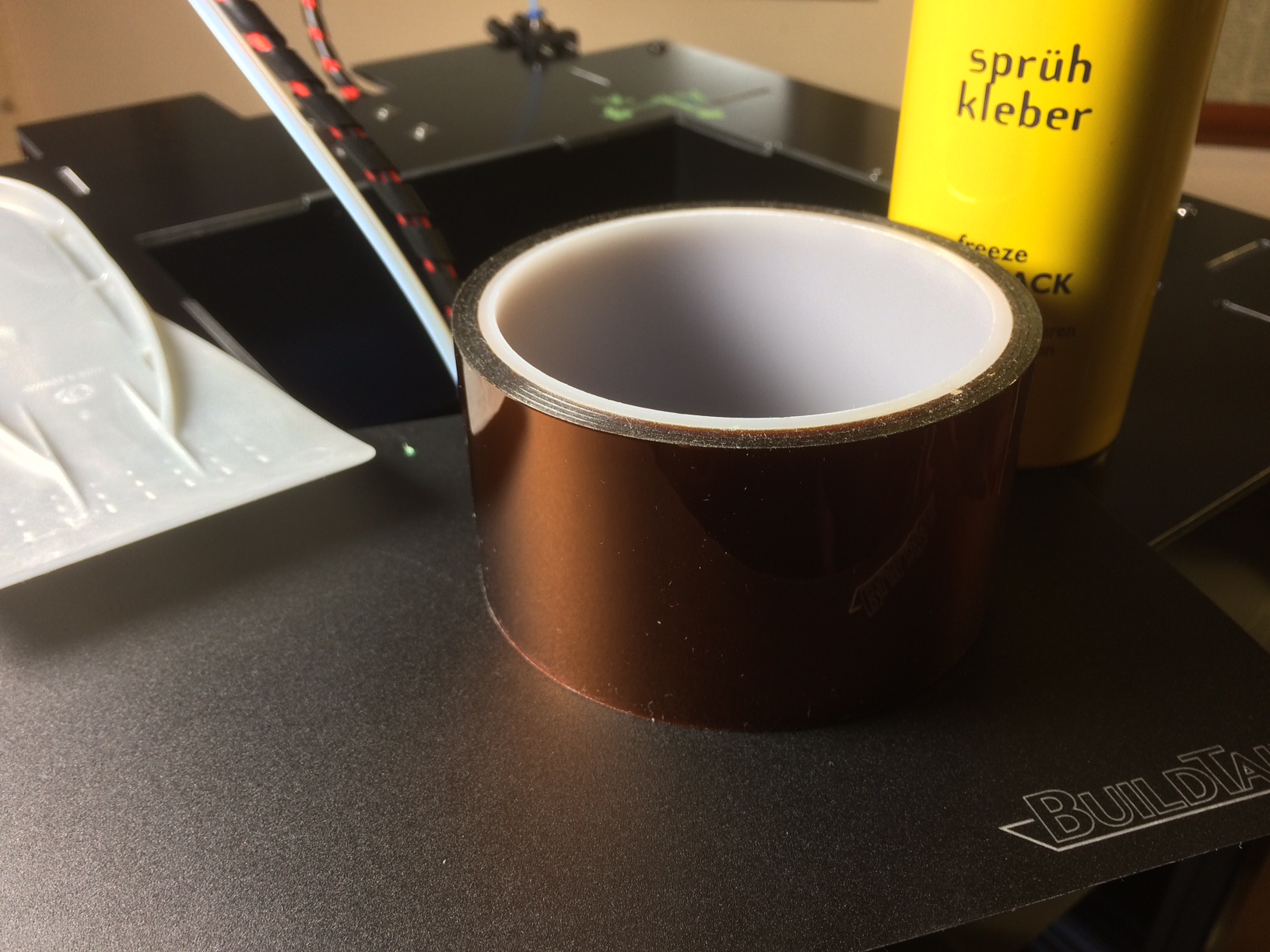 Glücklicherweise hat unser Drucker eine beheizbare Druckplatte, die in der Regel auf 55°C eingestellt ist. Das Problem: Das mitgelieferte Kaptonband klebt so gut, dass ich bei großflächigen Objekte diese nicht mehr von der Platte bekomme. Daher riss das Band dann und ich musste es neu aufbringen. Von Blasenfreiheit und Nahtbündigkeit war da aber leider nichts zu merken. Der Boden der späteren Objekte ist daher immer uneben gewesen, was z.B. bei Handyhüllen zu unschönen Dellen und Linien führte.
Glücklicherweise hat unser Drucker eine beheizbare Druckplatte, die in der Regel auf 55°C eingestellt ist. Das Problem: Das mitgelieferte Kaptonband klebt so gut, dass ich bei großflächigen Objekte diese nicht mehr von der Platte bekomme. Daher riss das Band dann und ich musste es neu aufbringen. Von Blasenfreiheit und Nahtbündigkeit war da aber leider nichts zu merken. Der Boden der späteren Objekte ist daher immer uneben gewesen, was z.B. bei Handyhüllen zu unschönen Dellen und Linien führte.
Nächster Versuch war eine schwarze Dauerdruckplatte. Leider konnte ich diese nicht testen, da der Zeitungsausträger die Zeitung so mit Gewalt in den Briefkasten gestopft hatte, dass die Platte, die im wattierten Umschlag lag, wellig geworden ist. Bei Genauigkeiten von 0,1mm ein Unding.
Der Druck direkt auf die Glasplatte hat auch nicht geklappt. Die Haftung war gleich Null. Erst nach Besprühen mit Haarlack – außerhalb des Druckgehäuses(!) – war die Haftung gut. Auch das Lösen des Objekts war kein Problem. Ich werde nochmal eine Dauerdruckplatte ausprobieren, aber im Moment werde ich bei Haarlack bleiben.
Das Filament
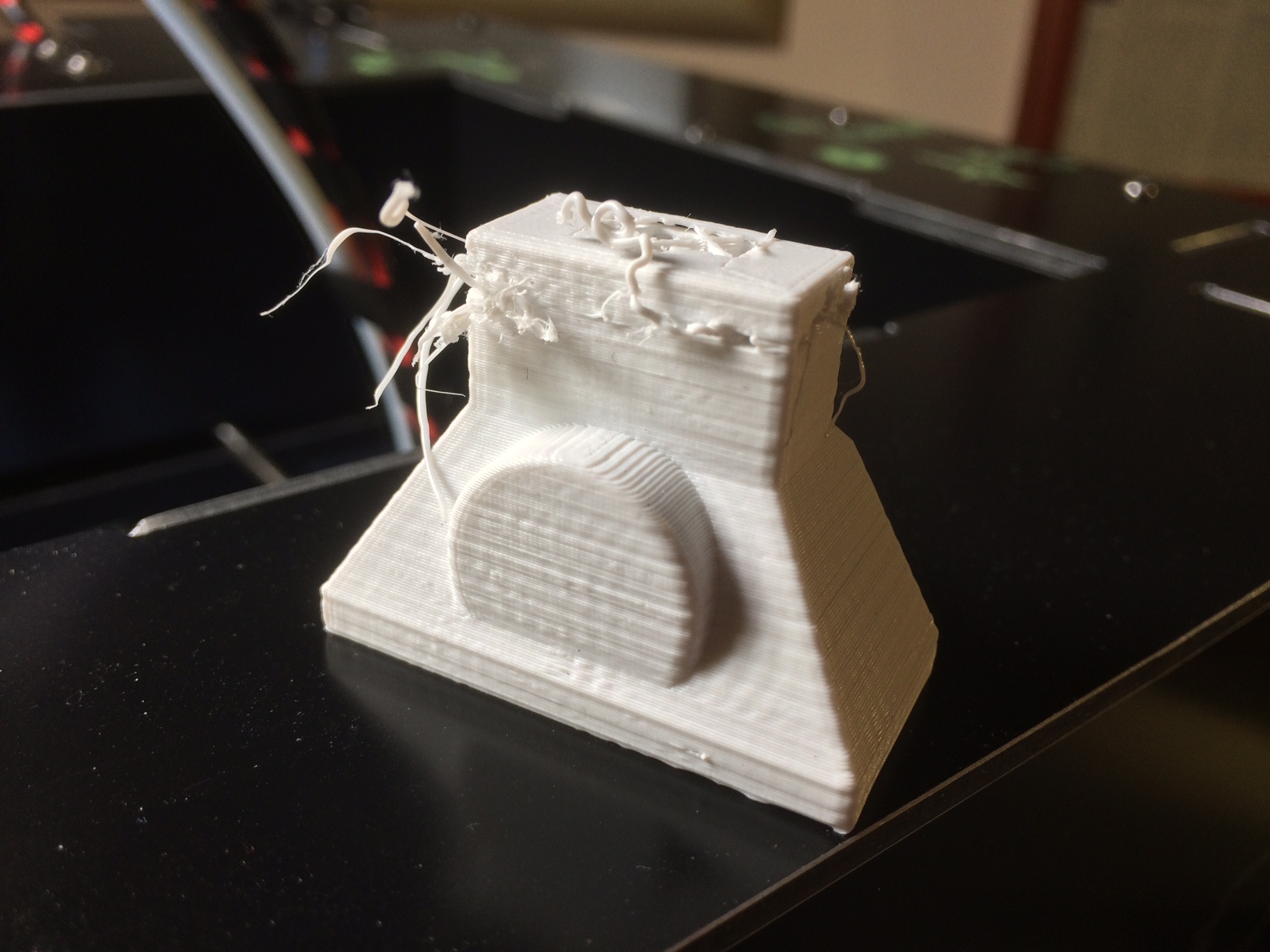
An sich habe ich mit dem Filament keine größeren Probleme gehabt, wenn man mal von Weiß absieht. Was dabei allerdings schief gegangen ist – keine Ahnung. Ich weiß nur, dass ich diesen Effekt nur bei Weiß hatte.
Beim Filament ist unbedingt zu beachten, dass jede Filament-Farbe ein leicht andere Temperatur-Einstellung beim Extruder benötigt. Diese Temperatur hängt dabei nicht nur vom Filament selbst, sondern auch vom Drucker, dem Düsendurchmesser, dem Filamenthersteller, der Schichtdicke und der Geschwindigkeit ab. Da man die besten Ergebnisse beim langsamen Drucken bekommt, kann man ruhig versuchen, mit der Temperatur ein wenig runterzugehen. Bei mir sind 210°C und 40mm/s immer ein guter Startwert. Teilweise nehme ich sogar nur 190°C und bewege mich damit an der Temperaturuntergrenze.
Nur dem Weißwar das irgendwie alles egal. Vielleicht versuche ich da doch mal einen anderen Hersteller.